Catalyst want eligible Sydneysiders to take part in a six-week brewing challenge.
The post ABC seeking brewing beginners for TV show appeared first on Beer & Brewer.
Catalyst want eligible Sydneysiders to take part in a six-week brewing challenge.
The post ABC seeking brewing beginners for TV show appeared first on Beer & Brewer.
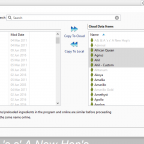 This week I take a look at how to exchange profiles and ingredients between the desktop version of BeerSmith and the web based version. These features were added as part of the BeerSmith 3.2 release and BeerSmith Web release. These features are also covered in a video tutorial on web based profiles and ingredients here. […]
This week I take a look at how to exchange profiles and ingredients between the desktop version of BeerSmith and the web based version. These features were added as part of the BeerSmith 3.2 release and BeerSmith Web release. These features are also covered in a video tutorial on web based profiles and ingredients here. […] As the six breweries owned by the IBA’s board have already adopted the Code.
The post IBA seek feedback on draft Code of Conduct appeared first on Beer & Brewer.
This year’s Little Home Brewers challenge looks to reimagine Oktoberfest.
The post Little Creatures home brew competition returns appeared first on Beer & Brewer.
Local not-for-profits with DGR status are encouraged to apply before May 3.
The post Stone & Wood offer $100k to local not-for-profits appeared first on Beer & Brewer.
Bright revamp their Mash Club – one of the country’s oldest subscription models.
The post Beer club helps brewery look on the Bright side appeared first on Beer & Brewer.
 This week I cover mead making fermentation and finishing. Last week in part 1, I provided an overview of mead making and the first steps of making the must, pitching your yeast and adding nutrients. This week I will cover the remaining steps. As I covered last week the key components of modern mead making […]
This week I cover mead making fermentation and finishing. Last week in part 1, I provided an overview of mead making and the first steps of making the must, pitching your yeast and adding nutrients. This week I will cover the remaining steps. As I covered last week the key components of modern mead making […] Brewpubs boost flavor on their menus by pouring their beers into the pizza dough and serving up the perfect slice.
The post Beer-infused Pizza Dough is a Perfect Brewpub Pairing appeared first on CraftBeer.com.
In August 2020, the federal Food & Drug Administration (FDA) finalized the definition and labeling requirements of gluten-free fermented and hydrolyzed foods (including beer and other alcoholic beverages). The ruling provides a clear delineation between products that are truly gluten-free and products that are not and how product labels communicate those differences to consumers. In […]
The post Gluten-Free Brewers Group Responds to FDA Final Rule on Gluten-Free Claims on Fermented Foods appeared first on CraftBeer.com.

















